Pilot 4T Homogenizer




Product Type(s): Pilot Plant Homogenizers
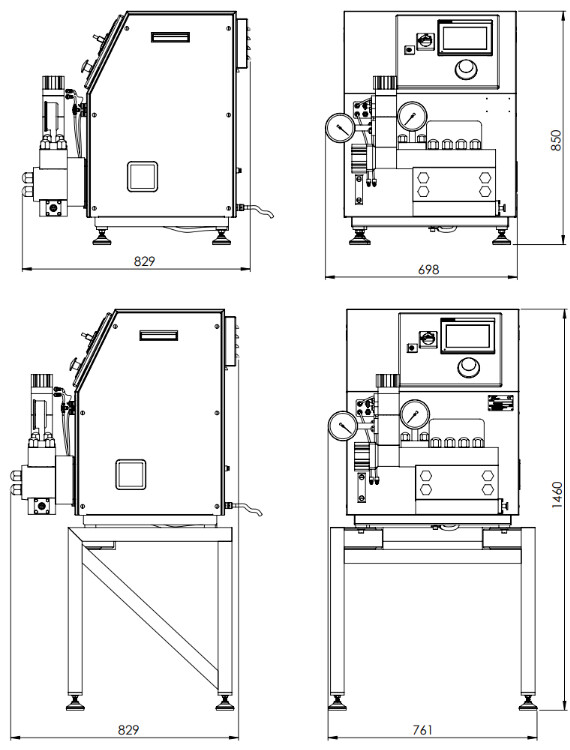
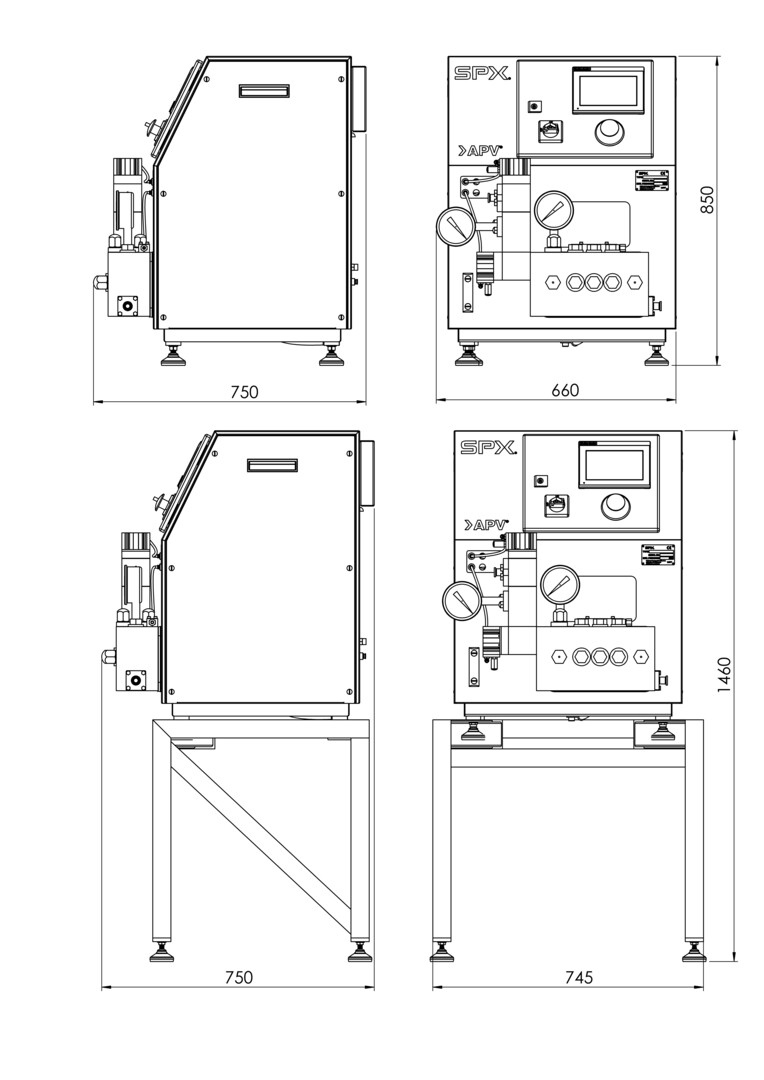
The APV 4T Pilot Homogenizer is a compact, easy-to-use, full-featured system designed for pilot or small-scale production. It delivers full-scale homogenizing performance by forcing fluids through a high-pressure valve, creating turbulence and pressure differentials that effectively emulsify and disperse particles. Ideal for testing, development, and precise scale-up processes.